The pellet machine ring die is an alloy forging that has undergone high-precision, machining, and special heat treatment processes. Usually, the material of the ring mold requires a certain surface hardness, good toughness and wear resistance of the core, and good corrosion resistance.
Traditional processing procedures for ring molds
Ring mold is a circular part with an outer groove section obtained by forging a blank and then machined by mechanical cutting. The traditional processing procedures for ring molds mainly include forging, rough and precision turning, drilling, hole expansion, heat treatment process, and polishing treatment to produce finished ring molds.
Different ring mold materials will adopt different processing techniques, and the ring molds produced from the same material using different processing techniques also have significant performance differences.

Ring forging process
Forging (forging or forging) is a forming and processing method that uses tools or molds to apply external forces to metal billets under impact or static pressure, causing plastic deformation, changing size, shape, and properties, in order to manufacture mechanical parts or blank parts.
Select steel according to the required ring mold specifications as the blank material and perform preliminary forging forming. The quality of ring die forging is related to the ring die forging process of its material, and appropriate heating temperature and time are required.
Ring die rolling process
Compared with forging forming, ring rolling forming process is the cross combination of ring rolling and mechanical part manufacturing technology, which causes continuous local plastic deformation of the ring, thereby achieving plastic processing technology of reducing wall thickness, expanding diameter, and forming cross-sectional profile.
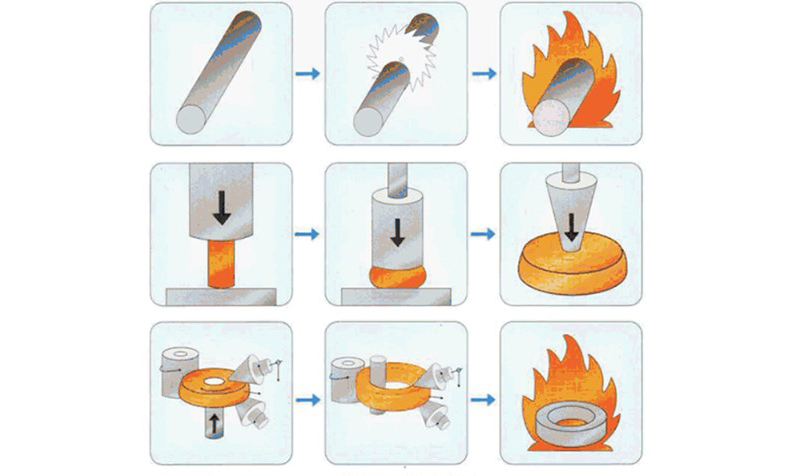
Characteristics of ring rolling process: The rolling tool for circular billets is rotating, and the deformation is continuous. The selection of ring blank plays a crucial role in the ring rolling process. The beginning and size of the blank directly determine the initial volume distribution of the material, the degree of rolling deformation, and the efficiency of metal flow.

Post time: Jun-17-2024